This hydraulic fluid is blended with highly refined mineral
based oils and modern additive technology to provide
protection against rust, wear, demulsibility, and to afford
greatly improved viscosity - temperature characteristics as
well as enhanced oxidation – corrosion resistance.
This hydraulic fluid is blended with highly refined mineral
based oils and modern additive technology to provide
protection against rust, wear, demulsibility, and to afford
greatly improved viscosity - temperature characteristics as
well as enhanced oxidation – corrosion resistance.
MIL-PRF-46170 SCOPE
This specification covers the
requirements for one type of synthetic
hydrocarbon base
hydraulic fluid.
The type of hydraulic fluid is as follows:
Type I - Undyed and Identified by Military Symbol FRH and NATO
Code No. H-544.MIL-PRF-46170 Intended useThe hydraulic fluid covered by this specification is intended for use in recoil
mechanisms and hydraulic systems of military ground vehicles
and equipment.
If used in other mechanisms or systems, a
study should be made to determine its applicability for such
usage, with particular attention given to operation at high
and low temperatures and the topic of elastomer compatibility.
The hydraulic fluid is rust inhibited and may be used as a
preservative medium for hydraulic systems and components.
The hydraulic fluid has a wide range of operating temperatures
and is thermally stable, corrosion inhibited, and fire
resistant. The combination of all of these quantities is not
found in commercial hydraulic fluids. This fluid is adopted
for military use by NATO countries. (NOTE: TYPE II of the
previous revision “C©?
is no longer available.)
MIL-PRF-46170
Fluid handling
Owing to the difficulty of preventing contamination after the
opening of a container, it is recommended that the hydraulic
fluid be purchased in 1-quart and 1-gallon containers by all
users. If the fluid is dispensed from larger containers,
strict procedures must be employed to exclude and remove
moisture, solid particles or other contaminants from the
fluid.
MIL-PRF-46170
Recommended corrosion inhibitor
It has been found that 1.75 ± 0.25% barium dinony1naphthalene
sulfonate provides the required degree of rust protection. The
diluent of the rust inhibitor should be the synthetic
hydrocarbon base stock.
MIL-PRF-46170
Handling and safety precautions
CAUTION: Personnel handling the product shall wear appropriate
impervious clothing to prevent repeated or prolonged skin
contact.
The local environmental officials will relate
health and safety implications as well as to prescribe precise
application of protective clothing. If skin or clothing
becomes moistened with the product, personnel should promptly
wash with soap or mild detergent and water. Respirators are
not required unless there is a potential for inhalation
exposure to misting. Personnel should wear protective clothing
when using the product and when cleaning up spills.
MIL-PRF-46170
Background (safety)
The product may contain 0.5% tricresyl phosphate, of which not
more than 0.01% may be present as the ortho isomer. If this
ortho isomer of tricresyl phosphate is absorbed through the
skin or taken internally, it may cause paralysis. The
corrosion
inhibitor contains barium. The accumulated waste
liquids will have the exterior of the outer pack marked as
containing barium and tricresyl phosphate to assist disposal
facilities to manage the product according to regulations
promulgated by the US Environmental Protection Agency under
Public Law 94-580, Resource Conservation and Recovery Act of
1976.
MIL-PRF-46170
Storage conditions
Prior to use of product in the intended equipment, the product
may be stored under conditions of covered or uncovered storage
on geographic areas ranging in temperature from –57°C to 71°C
(-71°F to 160°F).
MIL-PRF-46170
Interchangeability and compatibility
MIL-PRF-46170 fluids are not interchangeable with any other
fluids.
MIL-PRF-46170 fluids are not to be regarded as
compatible with any other fluids except those conforming to
MIL-PRF-5606, MIL-PRF-6083, MIL-PRF-83282, and MIL-PRF-87257.
Dilution with MIL-PRF-5606 or MIL-PRF-6083 severely lowers the
flash point.
MIL-PRF-46170 Qualification
The hydraulic fluid furnished under this specification shall
be
products that are authorized by the qualifying activity
for listing on the applicable qualified products list before
contract award. Any change in the formulation of a qualified
product will require re-qualification.
MIL-PRF-46170
Hydraulic fluid
The hydraulic fluid shall consist of a synthetic hydrocarbon
base
stock (alpha-olefin polymer). Additives shall not
include resins, gums, fatty oils, oxidized hydrocarbons,
chlorine or silica.
MIL-PRF-46170
Kinematic viscosity
The kinematic viscosity of the hydraulic fluid shall be as
specified in table below, TABLE 1:TABLE I. Kinematic viscosity
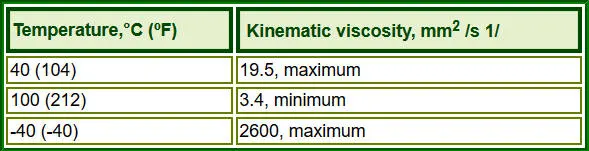
1/ mm 2/s =
Square millimeters per second.
MIL-PRF-46170 Trace sediment
The hydraulic fluid shall have maximum trace sediment of 0.005
milliliter (mL)
MIL-PRF-46170 Water content
The
hydraulic fluid shall have maximum water weight of 0.05
percent.
MIL-PRF-46170 Acid or base number
The hydraulic fluid shall have maximum acid or base number of
0.20 milligrams (mg) of potassium hydroxide per gram of
hydraulic fluid (mg KOH/gram (g).
MIL-PRF-46170 Bulk modulus
The
isothermal secant bulk modulus of the hydraulic fluid shall be
1.379 x 106
kilopascals (kPa) minimum, at 40°C (104°F) at
pressures between 0 and 68 950 kPa.
MIL-PRF-46170 Water sensitivity
The light transmittance of a water-treated sample of hydraulic
fluid shall be a minimum of 90%.
MIL-PRF-46170 Corrosion protection (humidity cabinet)
The hydraulic fluid shall protect specially prepared steel
test panels to the extent that no more than three corrosion
dots, none of which exceed 1 mm in diameter, occur on any of
the panels.
MIL-PRF-46170 Corrosiveness (bimetallic couple)
The hydraulic fluid shall not promote galvanic
corrosion,
in excess of three spots, on any one of the steel test disks
covered with a brass clip.
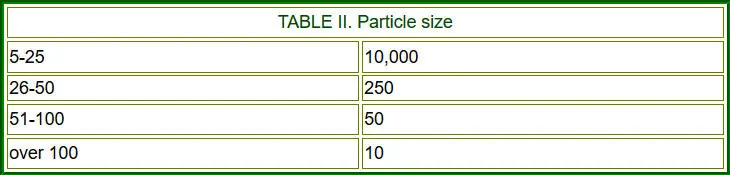
MIL-PRF-46170 Solid particle contamination
MIL-PRF-46170 Particle size
The
number of solid contamination particles per 100 mL of the
hydraulic fluid shall not be greater than the numbers
specified in table II.
MIL-PRF-46170 Gravimetric method
The solid particle contamination of the hydraulic fluid shall
not be greater than 0.5 mg/100 mL.
MIL-PRF-46170 Foaming characteristics
MIL-PRF-46170 Foaming tendency
The foam volume of the hydraulic fluid shall not exceed 65 mL
(following any of the 5-minute blowing periods of the foaming
characteristics test.
MIL-PRF-46170 Foam stability
There shall be no foam remaining in the hydraulic fluid, in
excess of a ring of bubbles around the edge of the test
container, following any of the 10-minute settling periods of
the foaming characteristics test.
MIL-PRF-46170 Wear (Lubricity)
During the wear test, the hydraulic fluid shall lubricate the
steel balls such that the average scar diameters on the steel
balls shall not exceed 0.30 mm if the test load is 147 Newtons
(N), or 0.65 mm if the test load is 392 N.
MIL-PRF-46170 High temperature - high pressure
spray ignition
The hydraulic
fluid, when sprayed and ignited, shall be self-extinguishing.
MIL-PRF-46170 Linear flame propagation
The linear flame propagation rate of the hydraulic fluid shall
not exceed 0.30 centimeters per second (cm/s).
MIL-PRF-46170 Relative Density (specific gravity)
The relative density of transparent low-viscosity hydraulic
fluid samples submitted for conformance testing shall be
reproducible to no more than +/-0.0012 and repeatable to no
more than +/-0.0005 (no units) between the temperature range
of -2°C to +24.5°C (29°F to 76°F), and no more than +/-0.008
from the relative density of the sample approved in
qualification testing. Relative density shall be expressed at
60°F/60°F or at some temperature between 29°F to 76°F.
Temperatures may be the same or different, but in both cases
shall be explicitly stated, for example, 65°F/65°F, or
50°F/65°F. Report the final value as relative density, with no
dimensions, at the two reference temperatures, to the nearest
0.0001.
MIL-PRF-46170 Interface requirements
Corrosiveness and oxidation stability (metal protection)
MIL-PRF-46170 Weight change of test specimens
The hydraulic fluid shall not produce corrosion or oxidation
effects such that the weight change of the metal specimens,
except for copper specimen, exceeds a gain or loss of 0.2
milligrams per square centimeter (mg/cm2). For the copper
specimen, the weight gain or loss shall not exceed 0.6 mg/cm2
MIL-PRF-46170 Appearance of test specimens
The hydraulic fluid shall not cause etching, pitting, or
visible corrosion on the surface of the metal specimens,
except for the copper specimen. Any corrosion produced on the
surface of the copper specimen shall not be greater than No. 2
of ASTM D130 Copper Corrosion Standards.
Viscosity change
The viscosity of the oxidized hydraulic fluid at 40°C (104°F)
shall not change more than ±10% from the initial viscosity
measured at 40°C (104°F).
Acid or base number change
The
acid or base number of the oxidized hydraulic fluid shall not
increase more than 0.30 mg KOH/g over the initial acid or base
number.
MIL-PRF-46170 Insoluble material
The oxidized hydraulic fluid shall exhibit no insoluble
materials or gum when examined.
MIL-PRF-46170 Swelling of synthetic rubber
Following immersion in the hydraulic fluid at a temperature of
70°C (158°F) for 168 hours, standard synthetic rubber NBR-L,
in accordance with (IAW) SAE AMS 3217/2B, shall exhibit a
percent volume change within the range of 15 to
25%.
MIL-PRF-46170 Compatibility
The hydraulic fluid shall be compatible, in all
concentrations, with each of the fluids approved under this
specification, as well as hydraulic fluids conforming to:
MIL-PRF-5606, MIL-PRF-6083, MIL-PRF-83282, and MIL-PRF-87257
MIL-PRF-46170 Fire point
The minimum fire point of the hydraulic fluid shall be 246°C
(475°F)
.
MIL-PRF-46170 Pour point
The maximum pour point of the hydraulic fluid shall be -54°C
(-65°F)
MIL-PRF-46170 Evaporation loss
The maximum mass percent evaporation loss of the hydraulic
fluid shall be 5%.
MIL-PRF-46170 Autoignition temperature
The minimum autoignition temperature of the hydraulic
fluid
shall be 343°C (649°F).
MIL-PRF-46170 Low temperature stability
The hydraulic fluid shall show no evidence of gelling,
crystallization, solidification or separation of insoluble
material when subjected to a temperature of -40 ± 6°C (-40
±11°F) for 72 hours.
MIL-PRF-46170 Packaging
For acquisition purposes, the packaging requirements shall be
specified in the contract or order. When actual packaging of
materiel is to be performed by DoD or in-house contractor
personnel, these personnel need to contact the responsible
packaging activity to ascertain packaging requirements.
Packaging requirements are maintained by the Inventory Control
Point's packaging activities within the Military Services or
Defense Agency, or within the military service's system
commands. Packaging data retrieval is available from the
managing Military Department's or Defense Agency's automated
packaging files, CD-ROM products, or by contacting the
responsible packaging activity.
| MIL-PRF-46170
SPECIFICATION, GRADE, TYPE, CLASS |
MIL-PRF-46170
DESCRIPTION |
MIL-PRF-46170
USES |
|---|
MIL-PRF-46170 covers the requirements for one type of synthetic hydrocarbon base hydraulic fluid
Status: ACTIVE
| MIL-PRF-46170 Hydraulic Fluid, Rust Inhibited, Fire Resistant, Synthetic Hydrocarbon Base | Intended for use in recoil mechanisms and hydraulic systems of military ground vehicles and equipment. If used in other mechanisms or systems, a study should be made to determine its applicability for such usage
|
|---|

MIL-SPEC, military
specification, military standard (MIL-STD) is a United States Defense
standard used to describe a product that meets specific performance and
manufacturing standards for equipment and chemicals.
Other non-defense government
organizations, technical organizations and industry may also use
military specifications are not just limited to The Department of
Defense, as other government organizations and Industry use them as
well.
Here is a Q&A from the Department of
Defense:
What is a performance spec?
A.
A performance specification states requirements in terms of the
required results with criteria for verifying compliance, but
without stating the methods for achieving the required results.
A performance specification defines the functional requirements
for the item, the environment in which it must operate, and
interface and interchangeability characteristics.
Q. What guidance have we given on how to write a performance
specification?
A. Writing performance specifications is not a new concept. We have
been teaching how to write performance requirements for years at
our specification training course. It has received extra
emphasis in our training on how to write Commercial Item
Descriptions. What is new is that we are now designating
documents as "performance specifications."
Q. If you have a performance spec that is MILSPEC, is a waiver needed?
A. No.
Q. Is it possible for a general specification to be designated as
performance and its associated specification sheets to be
designated as detail?
A. No. Since a general specification must be used together with a
specification sheet, the fact that the specification sheet is
detail requires the general specification also to be designated
as detail.
Q. Within the same family of specification sheets, is it possible for some
to be designated as detail and others to be performance?
A. Generally, no. The decision whether to convert a family of
specification sheets to performance specifications must be
consistent across-the-board. In some cases, however, the number
of specification sheets that must be converted to performance
specifications may be very large, making it difficult to convert
all of them at one time. In this situation, there may be a
temporary blend of detail and performance specification sheets
within the same document number series. This situation is
acceptable as long as the goal is to convert all of them to
performance specifications.
Q. Can a performance spec ever cite a detail spec as a requirement?
A. The citing of a detail spec as a requirement does not
automatically mean that a spec is not performance, but it is a
strong indicator that as spec may not be performance.
Performance specs should not cite any detail spec as a
requirement if it demands a specific design solution. But
performance specs may cite a detail spec if it relates to a
physical or operational interface requirement.
For example, it would be permissible to have a requirement in a performance engine
specification that required the engine to operate with specific
substances, such as lubricating oil or fuel, which conform to
detail specs. The requirement that the engine be able to operate
on a specific type of fuel is an operational interface
requirement and does not dictate the specific design of the
engine. However, it would not be permissible in a performance
spec to require the engine be made of certain materials or that
the various engine components conform to detail specs since such
requirements would dictate specific design solutions instead of
stating the performance expected.
Q. I'm writing a spec that describes a "kit."
Should
it be a detail (MIL-DTL-) or a performance (MIL-PRF-)
specification?
A. In general, the answer is that it will likely be a detail
specification; however, there can be exceptions. A spec for a
kit describes a collection of related items, such as adapters,
couplings, bags, tools, attachments, or accessories. A kit may
contain items for installing, testing, or starting up a system
or piece of equipment; it may be provided to equip an existing
system for specific functions; or it may be used to adapt
equipment to meet new or specialized conditions. If the spec
writer were careful to write all of the requirements for the
kit's contents in terms of form, fit, function, and interfaces,
and to cite only performance-type documents, the resulting spec
would support a MIL-PRF designation. As is frequently the case,
however, if one or more of the kit's components are described
using a specific design solution, Technical Data Package, MIL-DTL
type spec, or a non-government standard that contains detail
design requirements, the kit spec must be designated as a MIL-DTL.
The spec writer needs to keep in mind that all of the
requirements for all of the kits' components must be stated in
performance terms in order to produce a MIL-PRF.